
迪米精密科技(东莞)有限公司
群兴精密五金制品(深圳)有限公司

迪米精密科技(东莞)有限公司
群兴精密五金制品(深圳)有限公司

品质值得信赖 好产品 放心购
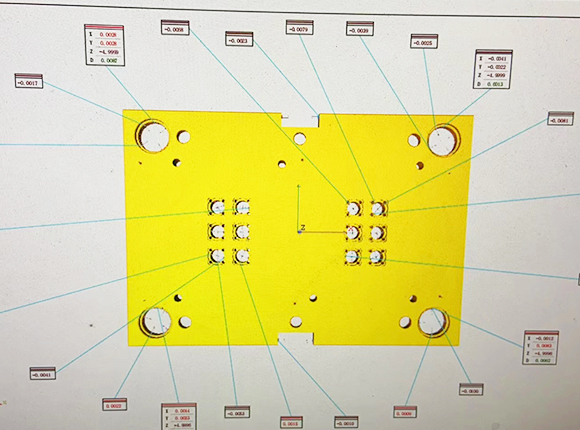
严格把控产品质量问题,每个优点都是品质见证高精密
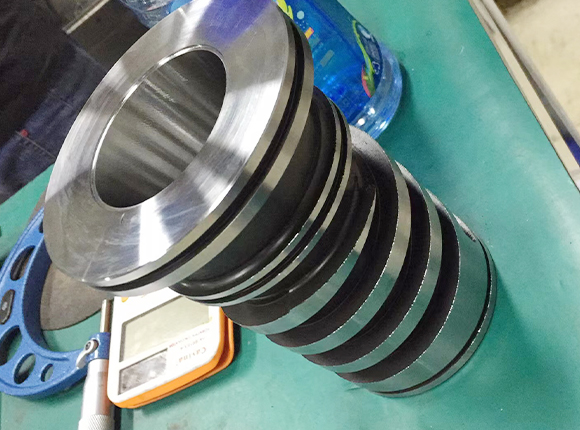
产品都经过严格的质量测试,精度误差控制0.02mm以内高质量
表面处理,光滑无毛刺,受力均匀,不易磨损,产品使用寿命长周期短
数条生产线运作让产品周期大大缩短,为您节省时间成本专业定制
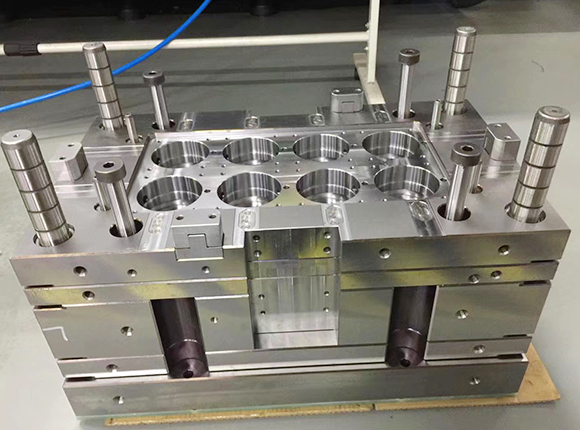
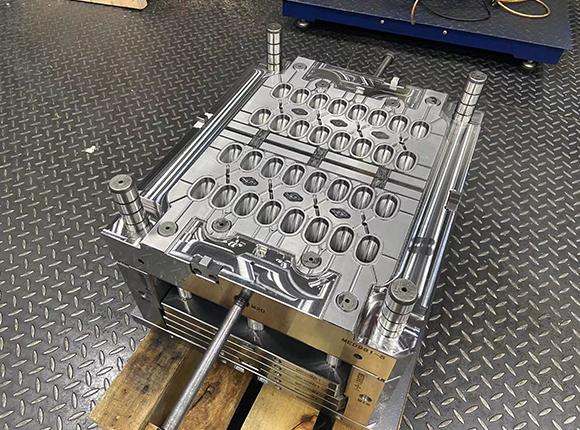
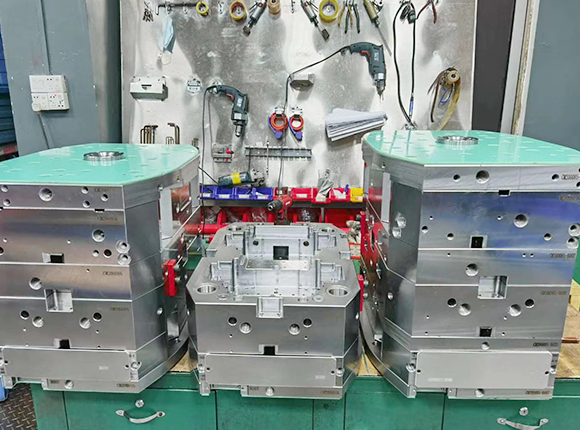
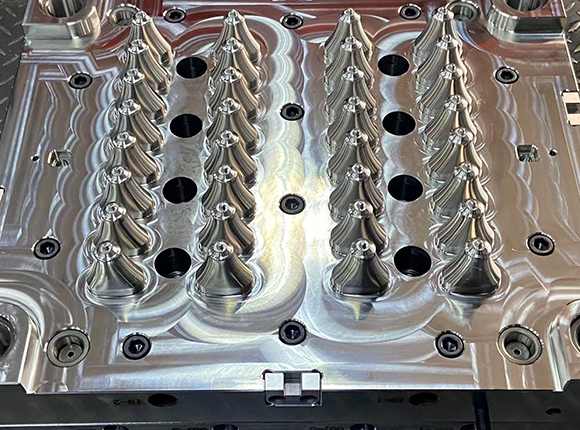
多名高级工程师拥有专业定制能力根据需求提供模胚解决方案迪米 · 产品展示
型号齐全,你想要的都在这里迪米 · 四大优势
用实力说话-全方位解决您的模胚难题
实力厂家 多年行业经验
二十多年行业经验,专注精密模胚研究、开发、生产及销售,拥有经验丰富的专业技术团队,不断对产品进行改进、创新及研发。
高级团队 专业定制
强大的研发团队,迪米模胚是由一群从事精密模胚生产,拥有二十多年丰富经验的优秀团队和高级工程师组建,对精密模胚拥有成熟的加工技术及理念。
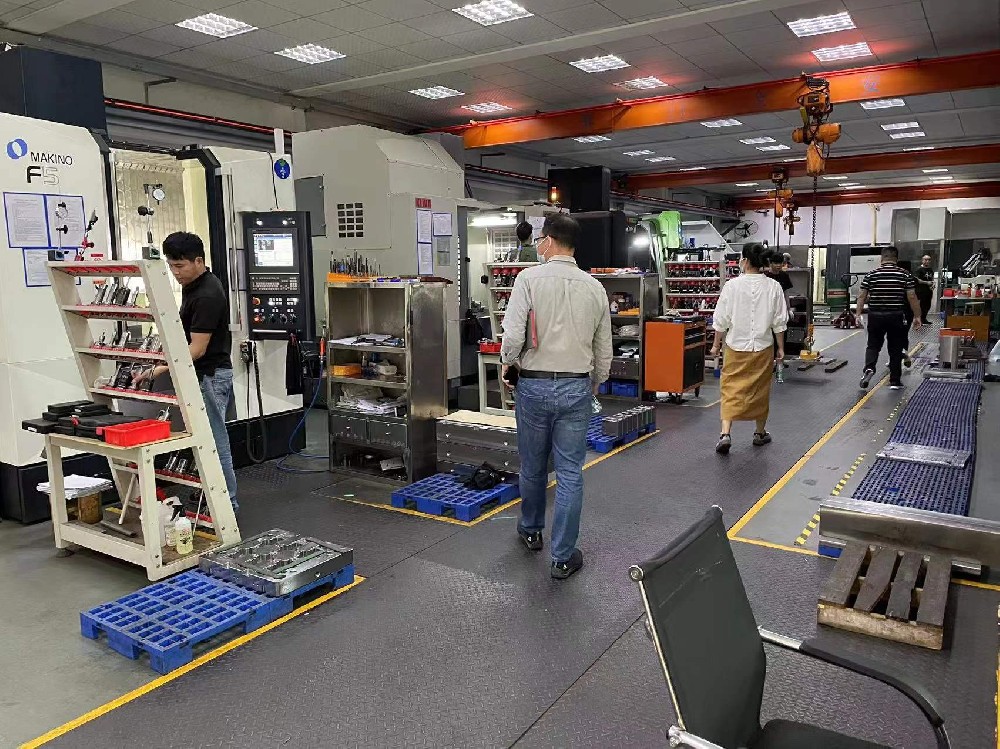
先进设备 严格质检
公司配备了国内各类全新的精密生产设备及检测仪器,为高精度产品提供生产保障,产品交货速度快。
售后团队 全方位服务
专业售后团队,一对一的售后服务;公司有优质的服务团队,24小时快速响应;为您提供强大的技术支持,解决您的后顾之忧。实力厂家
Powerful manufacturer专业团队
PROFESSIONAL TEAM品质保障
Quality Assurance贴心服务
Attentive Service走进迪米
坚持“品质第一 顾客至上 团队精神 精益求精”的方针迪米 · 企业形象
严格把控每道细节 · 高质量产品呈现



迪米 · 新闻中心
及时为您提供行业新闻信息,助您了解更多知识公司动态 /NEWS
行业动态 /INDUSTRY
 热门搜索关键词:
热门搜索关键词:







 友情链接:
友情链接: